

|
純正のチンスポの成型。パテ盛りも込み |
|
型を取るときにチンスポを固定する為のジグ(アクリル板3mm)を製作。このアクリル板は最終的には樹脂流し込み時にも使用するので、中仕込みように穴、チンスポ固定用の穴、空気抜き用の穴を開けておく |
|
純正のチンスポとアクリル板の合体。この形で型を取る |
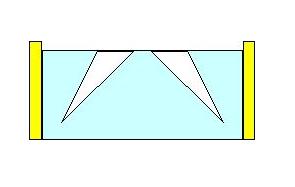
アクリル板の周辺をベニア板で枠を作成。この枠は周囲のみで天板、底板はいらない。
天板はアクリル板を使用する。
木枠にアクリル板(チンスポも)を取り付けて型取り用のシリコーンが漏れないようにテープで
穴をふさぐ。底面を上にして、シリコーン樹脂を流し込み型取り開始。
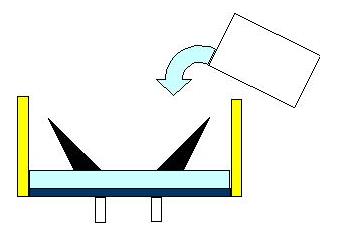
黄色板:ベニア板 黒板:アクリル板
アクリル板にはチンスポの取り付けねじを利用して固定しておく。
型はこんな感じで出来上り。
 |
型取り用のシリコーン樹脂。通常は東芝シリコーン”シロプレン RTV-2K”を使うらしいが出来上がり後の樹脂の堅さがこちらの方が少し固かったのでTSE350を選択。 |
 |
出来上がった型。説明書によると12〜24時間で硬化すると書いてあったが、実施には6時間程度で固まった。 出来上がった型はカッターで容易に切れる(柔らかい消しゴム程度)ので、ある程度の型の修正をしておく。 |
 |
|
 |
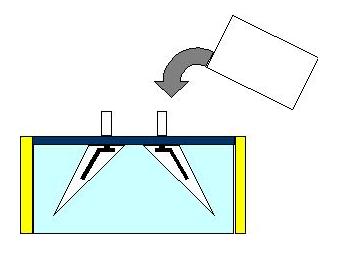
型取りが終われば次は製品の複製作業。チンスポにはカウルとの取り付け用ボルトが
必要なためボルト取り付け用の金具を作る。同時にボルトをはずれにくくするために
くの字に曲がった金具で、軽量化の為に穴もあけれられるほどあけておく。
ボルト、金具を先ほどまで使用していたアクリルのいたに取り付け、出来上がった
型に取り付け、プラスチック樹脂を流し込む。
樹脂は何を使用したらよいのか解らず、いろいろなHPを見ると良く、キャスト、プラキャスト
などと言う単語が出てくるので、僕はハイキャスト(有機溶剤系ウレタン注入剤、2液混合
タイプ。各液1kg(計2kg)で4500円)を使用した。ハイキャストには色が数種類あり今回は
黒を選択。
 |
アクリル板にボルト、金具を取り付け。 金具には軽量化?及び樹脂の食いつきを良くするために穴を多数開けバリ取りなどの処理はしない。 |
 |
|
 |
出来上がった製品。気泡、樹脂不足などで掛けやへこみが出来ていた為すでにパテ盛りも実施。 出来上がった感じは、黒の樹脂を使ったわりには、そのままでは使用出来そうもなくやはり塗装は必要。 説明書によると、サフェーサー+アクリル系塗料だそうだ。 |
 |
複製品と純正品のツーショット 左:複製+パテ埋め 右:純正+ヤスリ掛け+パテ埋め |
 |
アクリル板はパテを乾かすときにも便利!! 横にある丸い物体は、余ったキャストがビーカの中で固まった物。 |
 |
プラサフを吹いた状態。プラサフの密着性が悪く、プラスチック用プライマリ後にsoft99のバンパープラサフを吹いた。でも、気泡ができて仕上がりはいまいち。多少の空気が入っている箇所もあり。 |
 |
黒の半つやを塗った。車用などでは黒の半つやが売っていなくて、探した結果田宮模型のゼミグロスブラックを使用。 写真では綺麗に見えるが、実際には気泡穴が多数あり、歪みも出来ていた。元々、ゴム?製のチンスポから型取りしたので、綺麗に整形出来ていなかったみたい。 |
 |
実際のカウルに取り付けてみた。チンスポの上部カウルとの合わせ目を直線的に作ったので、チンスポの前後に多少の隙間が出来る。 |
 |